
مقالات آموزشی
المنت ریخته گری (کست) آلومینیوم یا برنز؟ [راهنمای تخصصی خرید ۱۴۰۴]
المنت ریخته گری (کست): تفاوت آلومینیوم و برنز در چیست؟
آیا تا به حال با مشکل شل شدن المنتها روی سیلندر اکسترودر یا سوختن مکرر آنها به دلیل لرزش و ضربه مواجه شدهاید؟ اگر پاسخ مثبت است، احتمالا زمان آن رسیده که از المنتهای معمولی تسمهای گذر کنید و به سراغ المنت ریخته گری (Cast-in Heater) بروید. اما چالش اصلی اینجاست: آلومینیوم یا برنز؟ انتخاب اشتباه آلیاژ در این المنتها میتواند منجر به ذوب شدن خودِ المنت روی دستگاه یا عدم تامین حرارت کافی شود.
در صنایع تزریق پلاستیک، بستهبندی و صنایع غذایی، “دقت دمایی” و “دوام مکانیکی” حرف اول را میزند. المنت ریخته گری به دلیل ساختار یکپارچه و ضدضربه، پادشاه المنتهای صنعتی محسوب میشود. در این مقاله تخصصی، ما به عنوان مشاوران فنی شما، تفاوتهای حیاتی بین مدلهای آلومینیومی و برنزی را تشریح میکنیم تا بتوانید با دید باز، سرمایهگذاری کنید و خط تولید خود را بیمه نمایید.
المنت ریخته گری چیست و چرا “ضد گلوله” است؟
المنت ریخته گری یا همان “کست هیتر” (Cast-in Heater)، در واقع یک المنت میله ای با کیفیت بالا است که درون قالبی از فلز مذاب (آلومینیوم یا برنز) محصور شده است.
بر خلاف المنتهای تسمهای که صرفاً روی سطح کار بسته میشوند، در اینجا فلز مذاب تمام فضاهای خالی اطراف سیمپیچ حرارتی را پر میکند.
نتیجه چیست؟
- انتقال حرارت ۱۰۰٪: هیچ هوایی بین منبع حرارت و بدنه وجود ندارد.
- ضد ضربه و لرزش: حتی اگر با چکش به آن ضربه بزنید، آسیب نمیبیند.
- عمر طولانی: سیمپیچ داخلی از اکسیداسیون و هوای محیط کاملاً ایزوله است.
المنت کست آلومینیوم (Cast Aluminum)
این مدل، رایجترین و پرفروشترین نوع المنت ریخته گری در جهان است.
مزایا و ویژگیها:
- هدایت حرارتی عالی: آلومینیوم گرما را به سرعت جذب و پخش میکند. این یعنی “نقاط داغ” (Hot Spots) روی سیلندر دستگاه شما ایجاد نمیشود.
- وزن سبک: نصب آن روی سیلندرهای بزرگ آسان است و فشار وزنی زیادی به دستگاه وارد نمیکند.
- قیمت مناسب: نسبت به برنز، هزینه تولید و مواد اولیه کمتری دارد.
- ماشینکاری آسان: ایجاد سوراخ برای ترموکوپل یا جای پیچها در آلومینیوم راحتتر و دقیقتر است.
محدودیتها:
- نقطه ذوب: نقطه ضعف اصلی آلومینیوم دمای ذوب آن است. المنت کست آلومینیوم نهایتاً تا دمای عملیاتی ۳۵۰ الی ۴۰۰ درجه سانتیگراد کارایی دارد. اگر دمای فرآیند شما بالاتر رود، بدنه المنت تغییر شکل داده و حتی ذوب میشود.
کاربرد ایدهآل:
اکسترودرهای پلاستیک (PE, PP, PS)، دستگاههای لمینت و صنایع بستهبندی که دمای زیر ۳۵۰ درجه نیاز دارند.

المنت کست برنزی یا برنجی (Cast Bronze/Brass)
وقتی شرایط کاری سخت میشود و دما اوج میگیرد، آلومینیوم کنار میرود و المنت کست برنزی وارد میدان میشود.
مزایا و ویژگیها:
- تحمل دمای بالا: این آلیاژها میتوانند دماهای عملیاتی تا ۶۰۰ الی ۶۵۰ درجه سانتیگراد را به راحتی تحمل کنند.
- مقاومت مکانیکی وحشتناک: برنز بسیار سختتر از آلومینیوم است و در برابر فشارهای بسیار بالای کلمپینگ (Clamping pressure) دفرمه نمیشود.
- مقاومت به خوردگی: در محیطهای مرطوب یا جاهایی که احتمال نشت مواد خورنده وجود دارد، برنز عملکرد بهتری دارد.
محدودیتها:
- وزن سنگین: چگالی برنز حدود ۳ برابر آلومینیوم است. نصب آن روی سیلندرهای افقی بزرگ نیاز به مهاربندی دقیق دارد.
- قیمت بالا: فلز مس (پایه برنز) گران است و فرآیند ریختهگری آن دشوارتر؛ بنابراین قیمت نهایی محصول به مراتب بالاتر است.
کاربرد ایدهآل:
اکسترودرهای دما بالا (مثل PVC سخت یا تفلون)، صنایع لاستیکسازی، و سیلندرهایی که تحت فشار مکانیکی شدید هستند.
نکته مقایسهای: اگر بودجه محدودی دارید و دمای کارتان پایین است، شاید المنت تسمه ای هم کارتان را راه بیندازد، اما هرگز دوام و یکنواختی حرارت مدلهای ریختهگری را نخواهد داشت.
جدول مقایسه سریع: آلومینیوم در برابر برنز
| ویژگی | المنت کست آلومینیوم | المنت کست برنزی |
|---|---|---|
| حداکثر دمای کاری | ۴۰۰ درجه سانتیگراد | ۶۵۰ درجه سانتیگراد |
| هدایت حرارتی | بسیار عالی (سریع) | خوب (پایدار) |
| وزن | سبک | سنگین |
| هزینه | متوسط | بالا |
| مقاومت در برابر ضربه | بالا | بسیار بالا |
| خطر خوردگی | متوسط | کم |
نقش سیستمهای خنککننده (Cooling) در المنتهای ریختهگری
یکی از قابلیتهای منحصربهفرد المنت ریخته گری، امکان “دوهاره بودن” آن است: یعنی هم گرمایش و هم سرمایش. در فرآیندهای حساس اکستروژن، گاهی اصطکاک مواد باعث بالا رفتن بیش از حد دما میشود و نیاز به خنککاری سریع سیلندر است.
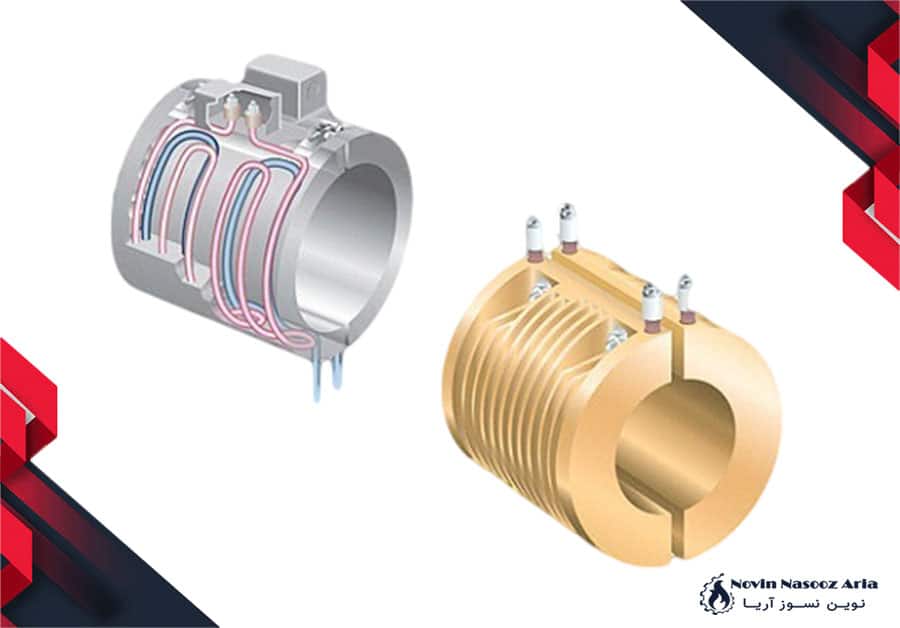
۱. خنککاری با هوا (Air Cooled)
در این مدل، سطح بیرونی المنت به صورت پرهپره (Finned) ریختهگری میشود. این پرهها سطح تماس با هوا را افزایش میدهند و فنهای دمنده میتوانند حرارت را دفع کنند.
- شبیه به: عملکرد المنت میله ای پره دار که برای گرمایش هوا استفاده میشود، اما اینجا پرهها بخشی از بدنه ریختهگری شده هستند.
۲. خنککاری با آب (Water Cooled)
در این روش، علاوه بر المنت حرارتی، لولههای استیل یا مسی هم داخل قالب قرار میگیرند و فلز مذاب دور آنها را میگیرد. با گردش آب سرد در این لولهها، دمای سیلندر به سرعت کاهش مییابد.
- نکته حیاتی: لولههای خنککننده باید از جنسی باشند که با فلز مذاب واکنش ندهند و دچار پوسیدگی نشوند.

۳ نکته کلیدی برای افزایش عمر المنت ریختهگری
حتی اگر گرانترین المنت کست برنزی را بخرید، بدون رعایت این نکات، پولتان را دور ریختهاید:
۱. سفت کردن مجدد پیچها (Re-torquing)
این مهمترین قانون است! فلزات با حرارت منبسط میشوند. وقتی المنت را سرد میبندید و سپس روشن میکنید، فلز جا باز میکند و پیچها شل میشوند.
- راهکار: المنت را روشن کنید، بگذارید به دمای کاری برسد، سپس برق را قطع کرده و در همان حالت داغ، پیچهای کلمپ را مجدداً سفت کنید.
۲. کنترل دقیق دما
المنتهای ریختهگری اینرسی حرارتی بالایی دارند (دیر گرم میشوند و دیر سرد میشوند). استفاده از سنسورهای دقیق بسیار مهم است.
- برای دماهای معمول تا ۴۰۰ درجه از ترموکوپل سیمی تایپ J استفاده کنید.
- برای دماهای بالای ۴۰۰ درجه و کست برنزی، حتماً از ترموکوپل سیمی تایپ K بهره ببرید تا عمر سنسور تضمین شود.
۳. عایقکاری و محافظت
اتلاف حرارت از سطح بیرونی المنت باعث میشود المنت دائم کار کند (Duty cycle بالا) و زودتر بسوزد. استفاده از روکشهای محافظ استیل و همچنین پارچه نسوز روی لولهها و اتصالات، مصرف برق را تا ۳۰٪ کاهش میدهد.
خلاصه نکات طلایی
اگر فرصت خواندن کل مقاله را ندارید، این چکلیست سریع به شما کمک میکند تا در ۵ ثانیه تصمیم بگیرید:
- قانون دما: زیر ۴۰۰ درجه سانتیگراد = آلومینیوم | بالای ۴۰۰ تا ۶۵۰ درجه = برنز.
- قانون فشار: اگر فشار کلمپینگ (Clamping) دستگاه بسیار بالاست و خطر دفرمه شدن وجود دارد، حتماً از برنز استفاده کنید.
- مدیریت شوک حرارتی: اگر فرآیند شما نیاز به گرم و سرد شدن سریع دارد، هدایت حرارتی بالای آلومینیوم گزینه بهتری است.
- محیط خورنده: در محیطهای اسیدی یا مرطوب، آلیاژهای برنز/برنج مقاومت اکسیداسیون بهتری دارند.
سوالات متداول (FAQ)
۱. آیا میتوان المنت ریختهگری سوخته را تعمیر کرد؟
در ۹۹٪ موارد، خیر. چون المنت میلهای داخل فلز مذاب دفن شده است، نمیتوان آن را خارج کرد. اگر سیمپیچ داخلی بسوزد، باید کل قطعه تعویض شود. به همین دلیل کیفیت ساخت اولیه بسیار حیاتی است.
۲. برای دستگاه تزریق پلاستیک معمولی کدام بهتر است؟
برای اکثر دستگاههای تزریق استاندارد، المنت کست آلومینیوم بهترین انتخاب است. هم ارزانتر است، هم سبکتر و هم دمای مورد نیاز پلاستیکهای رایج را به خوبی تامین میکند.
۳. تفاوت المنت سرنازل با مدلهای ریختهگری چیست؟
المنتهای ریختهگری معمولاً ابعاد بزرگی دارند و روی سیلندر (Barrell) نصب میشوند. اما المنت سرنازل سایز بسیار کوچکی دارد، چگالی توان (وات) بسیار بالایی دارد و مخصوص نوک نازل تزریق است که فضای نصب بسیار محدودی دارد.
۴. چطور بفهمم المنت من نیاز به سیستم خنککننده (Water Cooled) دارد؟
اگر در فرآیند تولید متوجه میشوید که دما خودبهخود (بدون اینکه المنت روشن باشد) بالا میرود (به دلیل اصطکاک مواد یا Shear heat)، شما حتماً به المنتهای کست با لولههای آبگرد داخلی نیاز دارید.
جمعبندی: انتخاب نهایی
انتخاب بین المنت ریخته گری آلومینیومی و برنزی، یک دوراهی فنی است، نه سلیقهای.
- اگر دمای کاری شما زیر ۴۰۰ درجه است و به دنبال انتقال حرارت سریع و هزینه معقول هستید: آلومینیوم.
- اگر با دماهای بالای ۴۰۰ درجه، فشارهای مکانیکی سنگین و محیطهای خشن سر و کار دارید: برنز.
فراموش نکنید که کیفیت “ریختهگری” در این المنتها حرف اول را میزند. وجود هرگونه تخلخل (حباب هوا) در بافت فلز، باعث حبس حرارت و انفجار المنت میشود.
تضمین کیفیت با نوین المنت آسیا
ما در نوین المنت آسیا، با استفاده از تکنولوژی دقیق ریختهگری تحت فشار و بهترین متریالهای اروپایی، المنتهایی تولید میکنیم که سالها در خط تولید شما کار کنند. چه به دنبال المنت کست آلومینیوم باشید و چه برنزی، ما راهکار سفارشی شما را میسازیم.
📞 همین حالا با ما تماس بگیرید.
۰۳۱۳۲۳۵۹۸۲۰ – ۰۹۱۳۲۰۱۷۸۲۸